 گنجینه های مدیریت وب سایت رسمی مهندس افسریان
گنجینه های مدیریت وب سایت رسمی مهندس افسریان
جوشکاری – welding
جوشکاری یکی از روش های تولیدی می باشد که هدف آن اتصال دایمی مواد مهندسی (فلز، سرامیک، پلیمر، کامپوزیت، به یکدیگر است ، به گونه ای که اتصالی به خواصی مشابه خواص ماده ی پایه فراهم آورد. جوشکاری یکی از فرآیندهای اتصال دایمی قطعات (فلزی یا غیر فلزی)، به روش ذوبی یا غیر ذوبی، همرا با بکارگیری فشار و یا بدون فشار، با استفاده یا بدون استفاده از ماده ی پرکننده می باشد. فرآیندهای جوشکاری به دو دسته ی اصلی تقسیم می شوند:
۱-فرآیند جوشکاری ذوبی ( Fusion welding)
۲-فرآیندهای جوشکاری غیر ذوبی، حالت جامد (Solid state welding)
فرآیندهای جوشکاری با قوس الکتریکی
جریان الکتریکی از جاری شدن الکترون ها در یک مسیر هادی به وجود می آید.هر گاه در مسیر مذکور یک شکاف هوا (گاز) ایجاد شود، جریان الکترونی و در نتیجه جریان الکتریکی قطع خواهد شد. چنان چه شکاف هوا به اندازه ی کافی باریک بوده و اختلاف پتانسیل و شدت جریان بالا، گاز میان شکاف یونیزه شده و قوس الکتریکی برقرار می شود. از قوس الکتریکی به عنوان منبع حرارتی در جوشکاری استفاده می شود. حرارت ایجاد شده در جوشکاری به دلیل حرکت الکترون ها در ستون قوس و بمباران الکترونی قطعه کار می باشد.
روش های جوشکاری با قوس الکتریکی عبارت اند از:
-جوشکاری با الکترود دستی پوشش دار (Shield metal arc weld) (SMAW)
جوشکاری قوس الکتریکی با الکترود پوشش دار( Metal Arc Welding-SMAW Shielded) یا به اختصار جوشکاری الکترود دستی(Manual Metal Arc-MMA)، یکی از قدیمی ترین و پرکاربردترین فرایندهای جوشکاری بوده، اغلب به صورت دستی انجام می شود و به شکل گسترده در صنایع مختلف و اغلب به منظور جوشکاری فولادهایی با ضخامت بیش از ۳ میلی متر مورد استفاده قرار می گیرد.
در این فرآیند حرارت حاصل از قوس الکتریکی ایجاد شده ما بین الکترود مصرفی و قطعه کار، باعث ذوب و ایجاد اتصال می شود. جریان مورد نیاز جهت این نوع فرایند جوشکاری می تواند مستقیم( DC) یا متناوب (AC) باشد. الکترود مصرفی شامل هسته ای فلزی است که با موادی دارای خواص مختلف پوشانده شده است. سوختن بخشی از پوشش الکترود موجب ایجاد دود شده که از یک طرف وظیفه محافظت از حوضچه مذاب را برعهده داشته و از سوی دیگر با جذب تشعشعات مضر قوس، جوشکار را محافظت می نماید. بخش دیگر پوشش نیز با ورود به حوضچه مذاب و جذب ناخالصی ها، در قالب سرباره به محافظت از فلز جوش تا هنگام سرد شدن ادامه می دهد.

جوشکاری با برق
برای لوله کشی گاز، ساختن اسکلت فلز و … از جوش برق استفاده می شود.

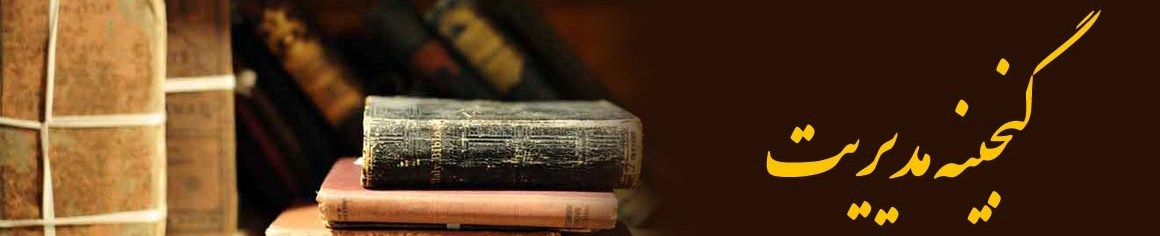
جوشکاری با برق متناوب
در این نوع جوشکاری از دستگاهی که در اصطلاح جوشکاران به ترانس مشهور است استفاده می شود.
ترانس را مستقیما به برق شهر که برق آن متناوب است وصل می نمایند این دستگاه که عبارت است از یک مبدل الکتریکی(ترانسفور ماتور)پتانسیل برق را پایین آورده و شدت جریان آن را زیاد می کند قطب منفی برق را به فلزی که باید جوش شود وصل می کنند و قطب مثبت آن را به الکترود جوشکاری متصل می کنند.
با نزدیک کردن الکترود به قطعه ای که باید جوشکاری شود و تنظیم فاصله ی آن یک قوس الکتریکی بین الکنرود و قطعه بوجود می آید که دارای حدود ۲۵۰ درجه سانتی گراد حرارت می باشد. این حرارت موجب ذوب شدن ۳ قطعه ی فلزی که در مجاورت قوس الکتریکی می باشد می گردد. پس از ذوب شدن و دوباره سخت شدن قطعات آنها به یکدیگر متصل می گردند.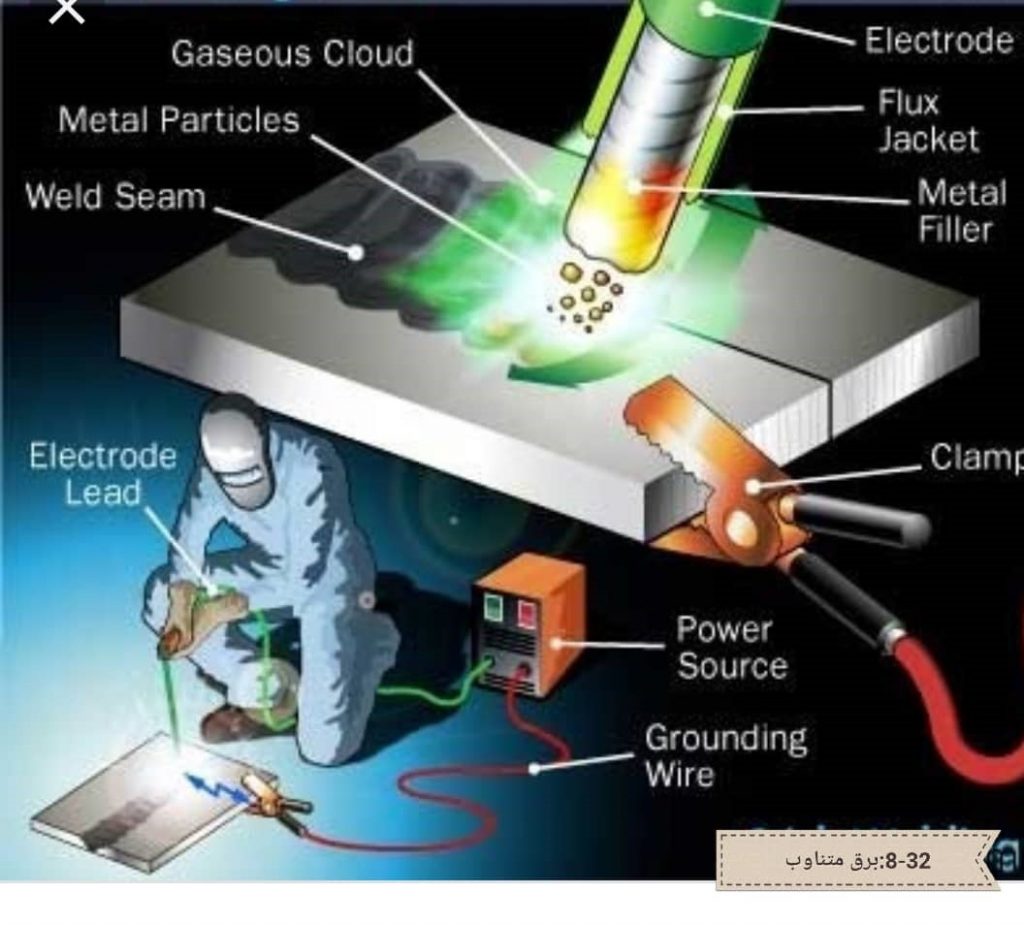 جوشکاری با برق مستقیم(DC)
جوشکاری با برق مستقیم(DC)
در این نوع جوشکاری جوشی مقاوم تر و توپرتر حاصل می شود و باید اسکلت های فلزی ساختمان ها با همین برق جوشکاری شود. برای تولید این نوع برق معمولا به دو طریقه عمل می نمایند طریقه ی اول آن است که برق متناوب شهری را با دستگاه به نام رکتی فایر (recti fier) یا یکسو کننده به برق مستقیم تبدیل می کنند. این دستگاه را که جوشکاران به آن دینام می گویند به برق شهر وصل نموده و از آن استفاده می کنند.
راه دیگر برای ایجاد برق متوالی استفاده از دستگاه های تولید برق می باشد این دستگاه ها که در اصطلاح جوشکاران به موتور سیار مشهور می باشد دارای موتوری است که به یک دینام تولید برق متوالی متصل است، موتور که قوه ی محرکه دستگاه است با بنزین یا گازوییل کار می کند در این جوش کاری قطب منفی به قطعه ای که می باید جوشکاری شود وصل می گردد و قطب مثبت را به الکترود جوشکاری وصل می کنند و از نزدیک کردن این دو قطب به همدیگر قوس الکتریکی با ۳۵۰ درجه حرارت تولید می شود که این حرارت موجب ذوب شدن و در نتیجه اتصال قطعات به یکدیگر می گردد.
برای ایجاد این قوس الکتریکی باید هوای موجود بین الکترود و قطعه ای که می خواهیم جوش بدهیم هادی بشود تا پریدن الکترون ها از یک قطب به قطب دیگر و در نتیجه ایجاد قوس الکتریکی امکان پذیر شود. برای این کار جوشکار با کشیدن الکترود به روی قطعه ی فلزی هوای موجود بین دو قطب مثبت و منفی را یونیزه کرده و به فوریت فاصله را تنظیم می نماید تا قوس الکتریکی برقرار شود. با درجه حرارت زیادی که در این قوس ایجاد می شود. اگر حوضچه ی ذوب کاملا محافظت نشود فورا به وسیله ی اکسیژن هوا اکسید شده و محیط جوش فاسد می گردد و همچنین اگر فلز الکترود با دقت تعیین نشود جوشکاری و اتصال انجام نمی شود به همین لحاظ انتخاب الکترود از لحاظ جنس و قطر میله و غیره درجوشکاری از اهمیت بخصوصی برخوردار می باشد.
الکترود
الکترود جوشکاری از ۲ قسمت تشکیل شده است.
۱-فلز جوشکاری
۲-پوشش روی فلز
فلز جوشکاری:
کارخانه های تهیه کننده ی الکترود فلز جوشکاری آنها را با قطرهای مختلف از ۲ میلی متر تا ۶ میلی متر و گاهی نیز بیشتر تهیه می نمایند. برای جوشکاری قطعاتی که ضخامت آنها از ۱ یا ۲ میلی متر می باشد از الکترودهای باریک استفاده می نمایند. مانند جوشکاری در و پنجره که اغلب از پروفیل هایی ساخته شده از ورقی به ضخامت ۵/۱ میلی متر تهیه شده اند و برای جوشکاری قطعات ضخیم تر مانند جوشکاری قطعات تیرآهن و ضخامت کلفت و اصولا برای جوشکاری ساختمان های فلزی از الکترود به قطرهای بالا استفاده می نمایند.
آلیاژ فلزی که برای جوشکاری انتخاب می شود باید دارای ویژگی های زیر باشد:
۱-باید برای ساختن الکترود از فلزی استفاده شود که حداقل مقاومت کششی یا فشاری آن مساوی ۲ قطعه فلزی باشد که به همدیگر جوش می دهد.
۲-باید به راحتی ذوب شود.
۳-باید بلافاصله بعد از ذوب شدن جاری شود.
۴-باید از فلزی استفاده شود که به اندازه ی کافی نفوذ پذیر بوده و به راحتی در قطعاتی که می بایند جوش شوند نفوذ نماید.
۵-باید با فلزی که می خواهند جوش بدهند ترکیب شیمیایی مضر ندهد.
۶-باید با اجسام خارجی و آلودگی های هوا و همچنین آلودگی های حوضچه ی جوش ترکیب نشود.
۷-باید زود اکسید نشود.
۸-باید با گازهای اطراف ترکیب شیمیایی نداشته باشد.
۹-جنس آن و آلیاژ آن نباید به قطعاتی که می باید به هم متصل شوند نزدیک باشد.

جوشکاری زیر پودری (Submerge arc weld)(SAW)
جوشکاری زیر پودری یکی از فرآیند های جوشکاری قوسی است که در آن، نوک الکترود داخل پودری از مواد معدنی ویژه قرار می گیرد و قوس در زیر این پودر در امتداد مسیر جوشکاری تشکیل می شود.
جوشکاری زیر پودری می تواند به ۳ روش نیمه خودکار، خودکار و ماشینی انجام گیرد.
نمایش فیلم فرآیند جوشکاری قوسی زیرپودری
روش نیمه خودکار:
در این روش جوشکاری با استفاده از تفنگ جوشکاری دستی که وظیفه انتقال الکترود و پودر محافظ را دارد، انجام می شود. تغذیه ی سیم جوش به صورت خودکار بوده و پودر محافظ تحت اثر نیروی گرانش از مخزن با ته مخروطی یا تحت فشار هوا توسط شیلنگ به محل اتصال، انتقال می یابد.
کاربرد این روش در سرعت های متوسط و برای الکترودهایی با قطر کم می باشد.
روش خودکار:
جوشکاری به روش خودکار توسط دستگاه کنترل کننده های خودکار، بدون دخالت کاربر انجام می گیرد.
روش ماشینی:
جوشکاری توسط ماشین انجام گرفته ولی شروع، پایان، نظارت بر جوشکاری، کنترل سرعت و تنظیم متغیرهای جوشکاری توسط کاربر انجام می گیرد.
مزایای جوشکاری زیر پودری:
روش های خودکار و نیمه خودکار جوش زیر پودری در مقایسه با سایر روش های جوشکاری مزایا و معایب زیر را دارند.
- اتصالات را می توان با شیار کم عمق آماده نموده که باعث مصرف کمتر فلز پر کننده می شود ( در برخی کاربردها نیازی به شیار برای اتصالات بین ورق های باضخامت کم نیست).
- پوشش برای حفاظت اپراتور از قوس نیاز نیست، اپرچه حفاظت چشمان اپراتور به خاطر اختمال پرتاب جرقه ی جوش توصیه می شود.
- جوش را می توان با سرعت حرکت نرخ رسوب بالا و بر روی سطح صاف یا استوانه ای یا لوله و از نظر تئوری با هر اندازه و ضخامتی انجام داد. این روش برای سخت کردن سطحی نیز مناسب است.
- فلاکس به عنوان اکسید زدا و آخال زدا برای خارج کردن ترکیبات ناخواسته از حوضچه ی جوش عمل می کند تا جوش سالم و با خواص مکانیکی مناسب ایجاد کند.
- سیم های الکترود ارزان برای جوش فولادهای غیر آلیاژی و کم کربن استفاده می شوند.(معمولا سیم های فولادی کم کربن بدون پوشش یا با پوشش نازک مسی برای هدایت بهتر و جلوگیر از خوردگی می باشند.)
- جوش زیر پودری را می توان در زیر وزش های بادهای نسبتا شدید جوشکاری نمود.
محدودیت های جوش زیر پودری(برخی از آنها در روشهای دیگر جوشکاری نیز وجود دارند):
- پودر جوش ممکن است به آلودگی هایی آغشته شود که باعث تخلخل جوش شوند.
- برای دستیابی به یک جوش خوب ، فلز پایه باید یکنواخت بدون پوسته اکسیدی، زنگ، غبار و روغن و سایر آلودگی ها باشد.
- جدا شدن سرباره از جوش در برخی موارد به سختی صورت می گیرد. در جوش های چند پاس پس از هر عبور باید سرباره ی جوش برداشته شود تا از باقی ماندش درون فلز جوشی جلوگیری شود.
- این روش معمولا برای جوش فلزات با ضخامت کمتر از ۱۶/۳، به خاطر Burn through مناسب نمی باشد.
- مسطح بودن و افقی بودن وضعیت جوش برای جلوگیری از ریختن فلاکس لازم است.
نمایش فیلم فرایند جوشکاری Submerged Arc Welding
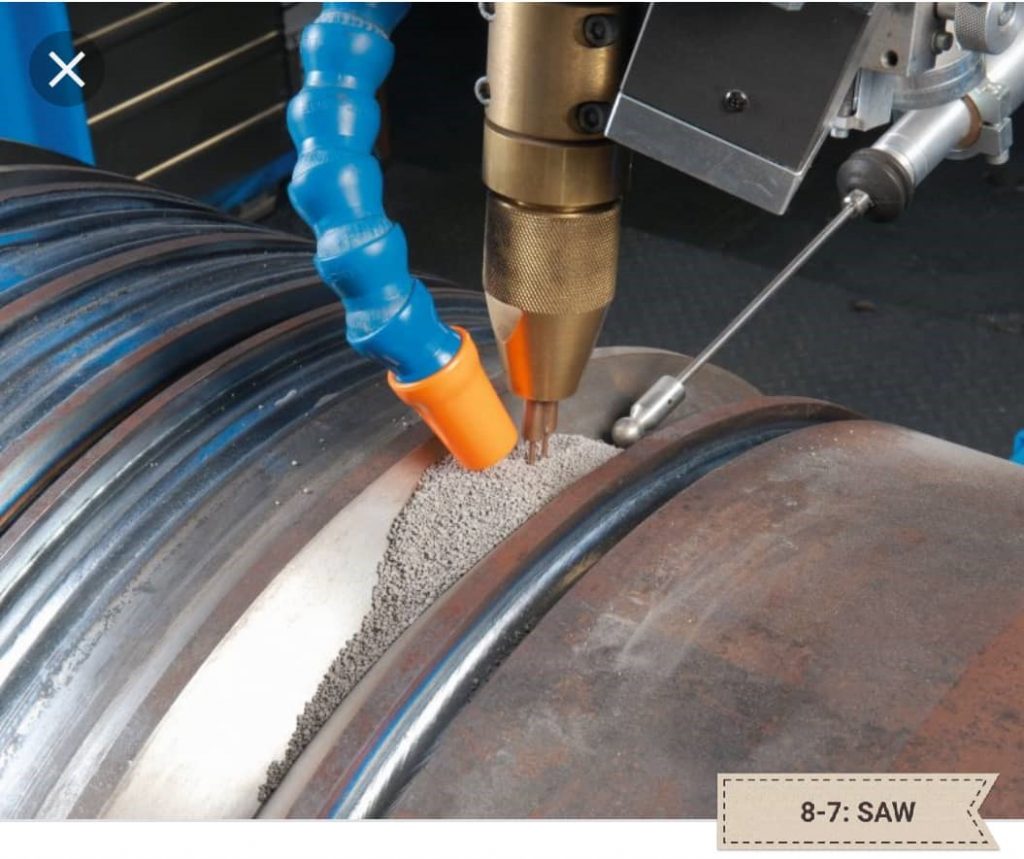
-جوشکاری با گاز محافظ (GMAW یا MIG/MAG)
این روش به (Gas Metal Arc Welding) GMAW نیز شهرت دارد. در این روش جوشکاری یک قطب جریان به قطعه کار وصل گردیده و قطب دیگر یک سیم ذوب شونده است که آلیاژی نزدیک به آلیاژ فلز پایه دارد.Solid Wire یا سیم جوش فلزی توپر است که به شکل ممتد و بدون پوشش پودری تولید می شود. این نوع سیم جوش به شکل قرقره بسته بندی شده و در سیستمهای جوشکاری MIG، MAG، SAW و نیز در برخی موارد در جوشکاری ماشینی، بصورت TIG و پلاسما مورد استفاده قرار میگیرد. در تولید بسیاری از این سیم جوشها، از پوشش مس جهت هدایت بهتر جریان الکتریسته و نیز جلوگیری از زنگ زدگی سریع استفاده میگردد. این نوع جوشکاری بصورت دستی (Manual)، نیمه اتوماتیک، ماشینی و اتوماتیک انجام می شود. حرکت سیم الکترود بطرف قطعه کار و حوضچه جوش توسط وایر فیدر انجام می شود که سیم را با سرعت مشخص توسط دو قرقره یا چهار قرقره بطرف حوضچه جوش و قطعه کار هدایت می کند. کلمه Metal در نام MIG به دلیل وجود این سیم ذوب شونده بوده که در واقع الکترود جوش محسوب می گردد که با گاز خنثی و غیر فعال، نقش حفاظت از حوضچه و قوس را همانند جوشTIG به عهده دارد. در این روش جوشکاری گاهی از ترکیب گازهای خنثی با گازهای CO2 و O2 (با درصد کم) جهت جوشکاری استفاده می شود.
مزایای جوشکاری با گاز محافظ:
- سرعت جوشکاری در این روش بالا است.
- نرخ رسوب بالاتر از روش زیر پودری SAW است.
- استفاده از سیم جوش امکان جوشکاری طویل و بدون توقف را فراهم می سازد.
- امکان نفوذ بیشتر از روش زیر پودری فراهم است که در این صورت امکان ایجاد گرده کوچکتر با استحکام مشابه فراهم است.
- نیاز کمتری به توانایی های شخصی برای جوشکاری جوشکار دارد.
- به دلیل عدم وجود سرباره احتیاج به تمیز کاری کمی دارد.
معایب جوشکاری با گاز محافظ
- تجهیزات این روش به نسبت گران و حمل و نقل آن مشکل تر از جوشکاری زیر پودری است.
- استفاده از این روش برای مقاطعی که دسترسی به آنها مشکل است با محدودیت در زمینه ی محافظت گاز مواجه است.
- استفاده از این روش در فضای باز به دلیل امکان وزش باد و اخلال در محافظت گاز با محدودیت مواجه است.
- به دلیل عدم وجود گل جوش و به تبع آن عدم کاهش نرخ انجماد در فولادهای سختی پذیر امکان ترک خوردن در فلز جوش وجود دارد.

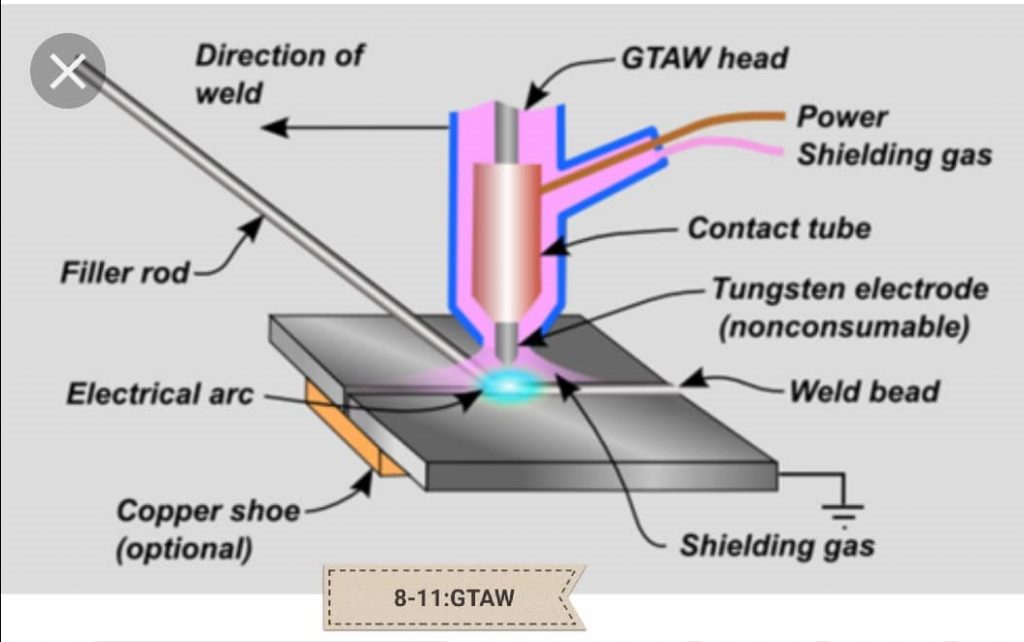
-جوشکاری با گاز محافظ و الکترود تنگستنی (GTAW یا جوشکاریTIG )
جوشکاری تیگ یا همان جوشکاری قوس تنگستن تحت پوشش گاز محافظ، یکی از مهمترین روش های جوشکاری در صنایع مختلف کوچک و بزرگ پتروشیمی، نظامی، دریایی، هوایی، نیروگاه ها ی برق و … می باشد. در ایران بیشتر با نام اختصاری و متداول جوش آرگون شناخته می شود. دلیل این نامگذاری بیشتر به خاطر استفاده از گاز آرگون در این فرایند جوشکاری است.
از فرایند جوشکاریTIG می توان برای جوشکاری فلزات سخت و غیر سخت، آهنی و غیرآهنی در تمام ضخامتها استفاده کرد. با استفاده از این نوع جوشکاری می توان جوشکاری صفحات نازک و ظریف ( به عنوان مثال: آلومینیومی) تا لوله های تحت فشار را انجام داد. در این روش قوس و حوضچه مذاب کاملا آشکار و قابل مشاهده می باشد. در دهه ۱۹۲۰ کوشش شد تا قوس و حوضچه مذاب را در مقابل اتمسفر محافظت کنند تا جوشکاری کاملا ایده آل انجام گیرد. ظهور الکترودهای روپوش دار در آن دهه مسئله محافظت را منتفی کرد. اما به دلیل بوجود آمدن برخی مشکلات در دهه۱۹۳۰ ، جوشکاری با گاز حنثی و الکترود تنگستن (TIG) ابداع شد که شروع روش جوشکاری با محافظت گاز بود. این روش با وجود اینکه بسیار کند پیشرفت کرد ولی در دهه ۱۹۴۰ توسعه پیدا نمود.
مزایای جوشکاری تیگ:
- ظاهر ممتاز فلز جوش
- عدم نیاز به تمیز کاری پس از جوشکاری
- امکان عالی جهت کنترل جوش
- مناسب برای پاس ریشه
- کیفیت قابل ملاحضه
- امکان جوشکاری با استفاده یا بدون استفاده از ماده ی مصرفی
محدودیت های جوشکاری تیگ:
- تجهیزات پیچیده و گران در مقایسه با فرآیند الکترود دستی
- نرخ رسوب و سرعت جوشکاری کمتر
- هزینه ی بالاتر نسبت به اغلب فرآیندهای جوشکاری
- حساسیت فراوان نسبت به آلودگی فلز پایه و مصرفی
نمایش فیلم فرایندجوشکاری قوسی گاز تنگستن یا ( GTAW )
فرآیندهای جوشکاری مقاومتی
در جوشکاری مقاومتی برای ایجاد آمیزش از فشار و گرما استفاده می شود.گرما به دلیل مقاومت الکتریکی قطعات، کار و تماس آنها در فصل مشترک به وجود می آید. پس از رسیدن قطعه به دمای ذوب حالت خمیری، فشار برای آمیخته شدن دو قطعه به کار می رود. در این روش فلز کاملا ذوب نمی شود.گرمای لازم از طریق عبور جریان برق از قطعات به دست می آید.
روش های جوشکاری مقاومتی عبارتند از:
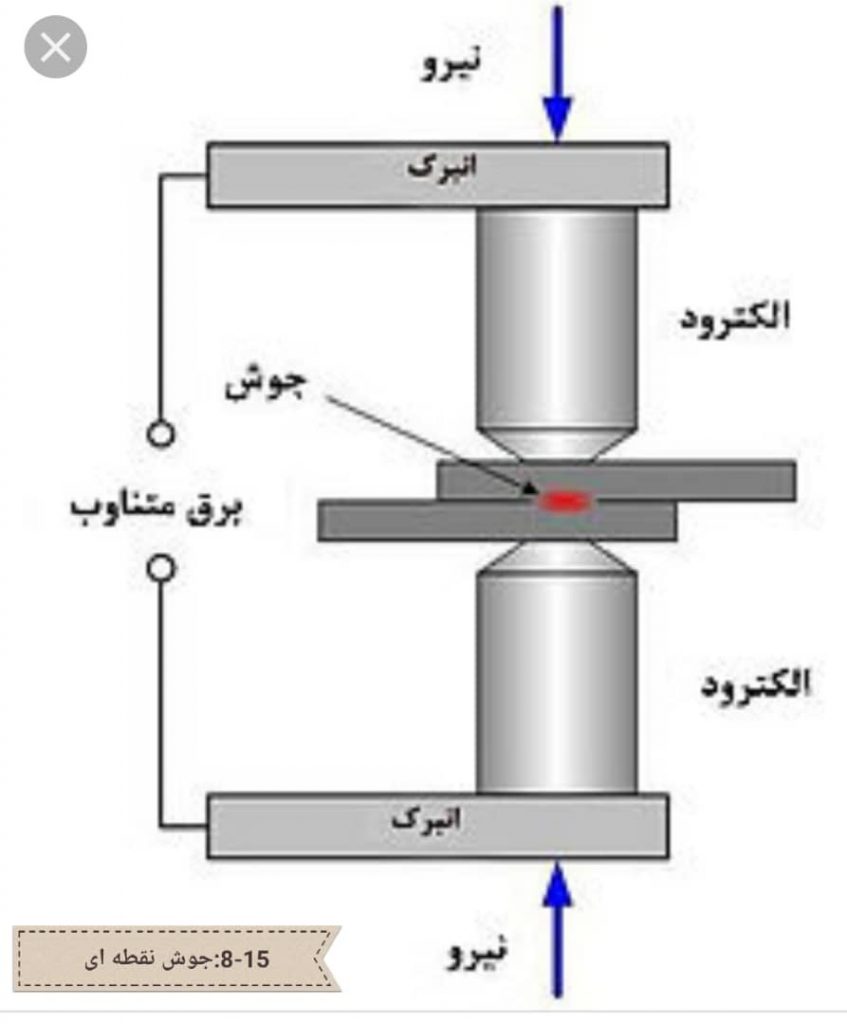
۱-جوش نقطه ای :
در جوشکاری نقطه ای برای ایجاد آمیزش از فشار و گرما هر دو استفاده می شود. گرما به دلیل مقاومت الکتریکی قطعات کار و تماس آنها در فصل مشترک به وجود می آید. پس از رسیدن قطعه به دمای ذوب و خمیری، فشار برای آمیخته شدن دو قطعه بکار می رود.
در این روش فلز کاملا ذوب نمی شود. گرمای لازم از طریق عبور جریان برق از قطعات و طبق فرمول:H=R t بدست می آید: حرارت:H مقاومت:R شدت جریان:I زمان:t فاکتورهای شدت جریان و زمان از طریق دستگاه جوشکاری قابل تنظیم است. اما مقاومت الکتریکی به عوامل مختلف از جمله جنس و ضخامت، قطعه کار، فشار بین الکترودها، اندازه و جنس الکنرودها و چگونگی سطح کار یعنی میزان صافی و تمیزی آن بستگی دارد.
جوشکاری نقطه ای، یکی از انواع جوشکاری مقاومتی است که از آن به منظور جوشکاری ورق ها استفاده می شود. به طور متوسط، ضخامت ورق هایی که با این روش جوشکاری می شوند، بین ۰٫۵ تا ۳ میلی متر است.
در این نوع جوشکاری از دو الکترود مسی مشابه برای متمرکز کردن جریان بر روی قطعه ی کار و همچنین وارد کردن فشار روی قطعه کار استفاده می شود. نتیجه ی کار، خال جوشی است که به سرعت تا نقطه ی ذوب آن گرم می شود و با قطع جریان در آن نقطه، دو قطعه کار به هم متصل می شوند. مقدار گرمای تولیدی به میزان و مدت زمان انتقال جریان بستگی دارد. شدت جریان و مدت زمان عبور جریان توسط عواملی نظیر جنس و ضخامت قطعه کار و همچنین نوع الکترود دما، انتخاب می شود. اگر جریان برای مدت زیادی از قطعه کار عبور داده شود، حتی ممکن است سوراخی در نقطه ی مورد نظر ایجاد شود.
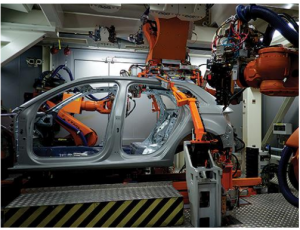
جوشکاری نقطه ای را می توان برای انواع اجناسی که از ورق ساخته می شوند به کار برد. آلیاژ های آلومینیوم را نیز می توان با این روش جوش داد، اما هر چه قابلیت رسانای الکتریکی و گرمایی بیشتر باشد، برای جوشکاری آنها شدت جریان را باید تا ۳ برابر افزایش داد. متداول ترین کاربرد جوشکاری مقاومتی در صنعت خودرو است که در همه جا به منظور جوشکاری ورق های بدنه ی خودرو به کار می رود.

امروزه در صنعت خودروسازی برای جوشکاری بدنه اتومبیل ها بطور گسترده ایی از ربات ها استفاده میشود که اساس کار آنها این روش جوشکاری هست .
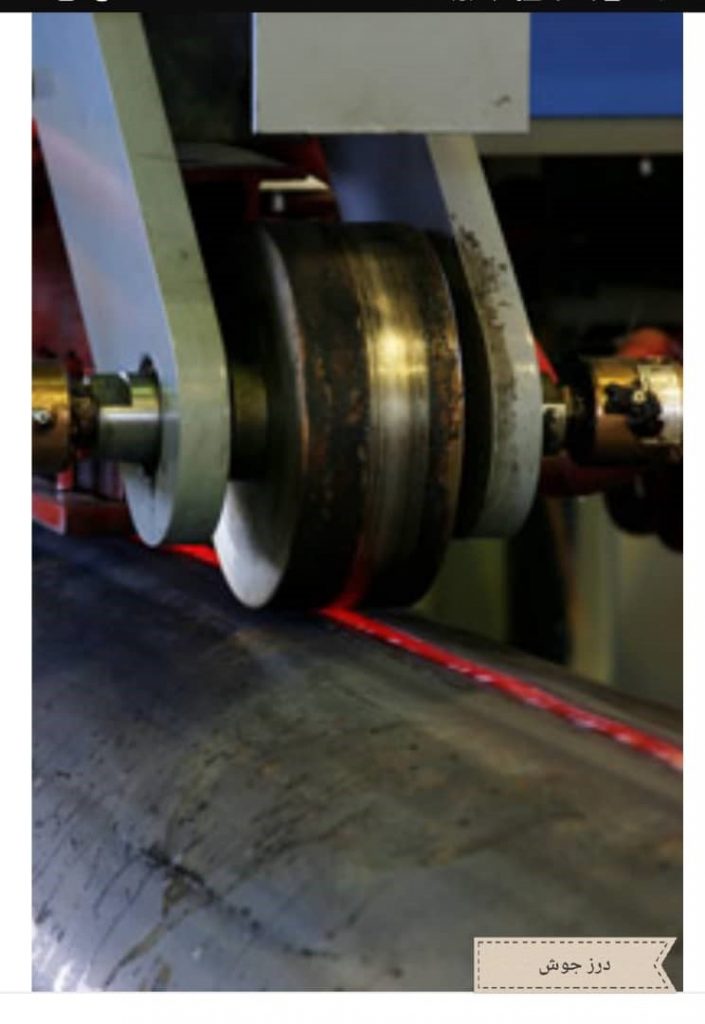
۲-درز جوش
مورد مصرف این نوع جوش برای ابتدا و انتهای ورق بدنه ی قوطی است.
برای تبدیل شدن ورق بدنه ی قوطی از حالت نیم گرد به حالت استوانه ای به هم متصل شده از دستگاه درز جوش استفاده می شود. وظیفه ی این دستگاه جوش دادن ابتدا و انتهای ورق می باشد. این نوع عمل با استفاده از سیم جوش و دو قرقره ی جوش صورت می گیرد. که این قرقره ها دو نوع می باشد: قرقره برلیوم و قرقره کروم که با توجه به درخواست مشتری از آن استفاده می گردد. این دستگاه دارای سیستم ارت می باشد.
برای تبدیل شدن ورق بدنه ی قوطی پس از رول شدن به استوانه ای توخالی می بایست که ابتدا و انتهای آن را به یکدیگر متصل کنیم. بهترین راه حل جوش با سیم می باشد. این عملیات توسط دستگاه درز جوش انجام می گیرد. این دستگاه ابتدا و انتهای ورق بدنه ی قوطی را جوش می دهد و طوری جوش می خورد که بدنه ی قوطی به صورت استوانه ای توخالی درمی آید.
نمایش فیلم فرایند جوشکاری (Seam Welding)